1、用于开关量控制
PLC控制开关量的能力是很强的。所控制的入出点数,少的十几点、几十点,多的可到几百、几千,甚至几万点,由于它能联网,点数几乎不受限制,不管多少点都能控制,所控制的逻辑问题可以是多种多样的:组合的、时序的、即时的、延时的、不需计数的、需要计数的、固定顺序的、随机工作的等等,都可进行。
PLC的硬件结构是可变的,软件程序是可编的,用于控制时,非常灵活。必要时可编写多套或多组程序,依需要调用。它很适应于工业现场多工况、多状态变换的需要。
用PLC进行开关量控制实例是很多的,冶金、机械、轻工、化工、纺织等等,几乎所有工业行业都需要用到它。目前,PLC首用的目标,也是别的控制器无法与其比拟的,就是它能方便并可靠地用于开关量的控制。
2、用于模拟量控制
模拟量,如电流、电压、温度、压力等等,它的大小是连续变化的。工业生产,特别是连续型生产过程,常要对这些物理量进行控制。
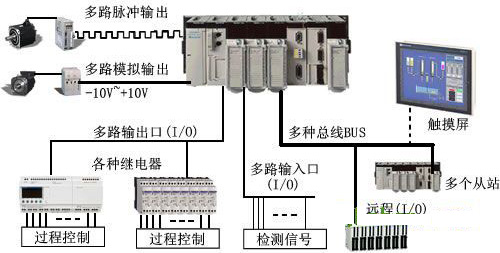
作为一种工业控制电子装置,PLC若不能对这些量进行控制,那是一大不足,为此各PLC厂家都在这方面进行大量的开发。目前,不仅大型、中型机可以进行模拟量控制,就是小型机,也能进行这样的控制。PLC进行模拟量控制,要配置有模拟量与数字量相互转换的A/D、D/A单元。它也是I/O单元,不过是特殊的I/O单元。
A/D单元是把外电路的模拟量,转换成数字量,然后送入PLC;D/A单元,是把PLC的数字量转换成模拟量,再送给外电路。作为一种特殊的I/O单元,它仍具有I/O电路抗干扰、内外电路隔离、与输入输出继电器(或内部继电器,它也是PLC工作内存的一个区,可读写)交换信息等等特点。
这里的A/D中的A,多为电流,或电压,也有温度。D/A中的A,多为电压,或电流。电压、电流变化范围多为0~5V,0~10V,4~20mA,有的还可处理正负值的。这里的D,小型机多为8位二进制数,中、大型多为12位二进制数。A/D、D/A有单路,也有多路。多路占的输入输出继电器多。有了A/D、D/A单元,余下的处理都是数字量,这对有信息处理能力的PLC并不难。中、大型PLC处理能力更强,不仅可进行数字的加、减、乘、除,还可开方、插值,还可进行浮点运算,有的还有PID指令,可对偏差制量进行比例、微分、积分运算,进而产生相应的输出,计算机能算的它几乎都能算。
这样,用PLC实现模拟量控制是完全可能的。
PLC进行模拟量控制,还有A/D、D/A组合在一起的单元,并可用PID或模糊控制算法实现控制,可得到很高的控制质量。用PLC进行模拟量控制的好处是,在进行模拟量控制的同时,开关量也可控制。这个优点是别的控制器所不具备的,或控制的实现不如PLC方便。当然,若纯为模拟量的系统,用PLC可能在性能价格比上不如用调节器。
3、用于运动控制
实际的物理量,除了开关量、模拟量,还有运动控制。如机床部件的位移,常以数字量表示。运动控制,有效的办法是NC,即数字控制技术。这是50年代诞生于美国的基于计算机的控制技术。当今已很普及,并也很完善。目前,先进国家的金属切削机床,数控化的比率已超过40%~80%,有的甚至更高。PLC也是基于计算机的技术,并日益完善。PLC可接收计数脉冲,频率可高达几k到几十k赫兹,可用多种方式接收这脉冲,还可多路接收。有的PLC还有脉冲输出功能,脉冲频率也可达几十k,有了这两种功能,加上PLC有数据处理及运算能力,若再配备相应的传感器(如旋转编码器)或脉冲伺服装置,则完全可以依NC的原理实现种种控制。高、中档的PLC,还开发有NC单元,或运动单元,可实现点位控制。运动单元还可实现曲线插补,可控制曲线运动。所以,若PLC配置了这种单元,则完全可以用NC的办法,进行数字量的控制。新开发的运动单元,甚至还发行了NC技术的编程语言,为更好地用PLC进行数字控制提供了方便。
4、用于数据采集
随着PLC技术的发展,其数据存储区越来越大。如德维森公司的PLC,其数据存储区(DM区)可达到9999个字。这样庞大的数据存储区,可以存储大量数据。数据采集可以用计数器,累计记录采集到的脉冲数,并定时地转存到DM区中去。数据采集也可用A/D单元,当模拟量转换成数字量后,再定时地转存到DM区中去。PLC还可配置上小型打印机,定期把DM区的数据打出来。
PLC也可与计算机通讯,由计算机把DM区的数据读出,并由计算机再对这些数据作处理。这时,PLC即成为计算机的数据终端。
电力用户曾使用PLC,用以实时记录用户用电情况,以实现不同用电时间、不同计价的收费办法,鼓励用户在用电低谷时多用电,达到合理用电与节约用电的目的。
5、用于信号监控
PLC自检信号很多,内部器件也很多,多数使用者未充分发挥其作用。其实,完全可利用它进行PLC自身工作的监控,或对控制对象进行监控。对一个复杂的控制系统,特别是自动控制系统,监控以至进一步能自诊断是非常必要的,它可减少系统的故障,出了故障也好查找,可提高累计平均无故障运行时间,降低故障修复时间,提高系统的可靠性。
6、用于联网、通讯
PLC联网、通讯能力很强,不断有新的联网的结构推出。
PLC可与个人计算机相连接进行通讯,可用计算机参与编程及对PLC进行控制的管理,使PLC用起来更方便。
为了充分发挥计算机的作用,可实行一台计算机控制与管理多台PLC,多的可达32台。也可一台PLC与两台或更多的计算机通讯,交换信息,以实现多的对PLC控制系统的监控。PLC与PLC也可通讯,可一对一PLC通讯,可几个PLC通讯,可多到几十、几百。
PLC与智能仪表、智能执行装置(如变频器),也可联网通讯,交换数据,相互操作。可联接成远程控制系统,系统范围面可大到10公里或更大。可组成局部网,不仅PLC,而且高档计算机、各种智能装置也都可进网。可用总线网,也可用环形网。网还可套网。网与网还可桥接。联网可把成千上万的PLC、计算机、智能装置组织在一个网中。网间的结点可直接或间接地通讯、交换信息。
联网、通讯,正适应了当今计算机集成制造系统(CIMS)及智能化工厂发展的需要。它可使工业控制从点(Point)、到线((Line)再到面(Aero),使设备级的控制、生产线的控制、工厂管理层的控制连成一个整体,进而可创造更高的效益。这个无限美好的前景,已越来越清楚地展现在我们这一代人的面前。
以上几点应用是着重从质上讲的。从量上讲,PLC有大、有小。所以它的控制范围也可大、可小。小的只控制一个设备,甚至一个部件,一个站点;大的可控制多台设备,一条生产线,以至于整个工厂。可以说工业控制的大小场合,都离不开PLC。












 咨询PLC培训请
咨询PLC培训请