相信您在工作中经常会用到或者见到编码器,那么,编码器在自动化设备和生产线里,究竟能起到什么作用呢?那就让我们列举一些常见的用途吧。

1、角度测量
汽车驾驶模拟器,对方向盘旋转角度的测量选用光电编码器作为传感器。重力测量仪,采用光电编码器,把他的转轴与重力测量仪中补偿旋钮轴相连,扭转角度仪,利用编码器测量扭转角度变化,如扭转实验机、渔竿扭转钓性测试等。摆锤冲击实验机,利用编码器计算冲击是摆角变化。
2、长度测量
计 米 器,利用滚轮周长来测量物体的长度和距离。
拉线位移传感器,利用收卷轮周长计量物体长度距离。
联轴直测,与驱动直线位移的动力装置的主轴联轴,通过输出脉冲数计量。
介质检测,在直齿条、转动链条的链轮、同步带轮等来传递直线位移信息。
3、速度测量
线速度,通过跟仪表连接,测量生产线的线速度
角速度,通过编码器测量电机、转轴等的速度测量
4、位置测量
机床方面,记忆机床各个坐标点的坐标位置,如钻床等
自动化控制方面,控制在牧歌位置进行指定动作。如电梯、提升机等
5、同步控制
通过角速度或线速度,对传动环节进行同步控制,以达到张力控制的目的。
如果您用不到以上类型的控制,请绕道,否则,继续往下看。。。
根据检测原理,编码器可分为光学式、磁式、感应式和电容式,根据其刻度方法及信号输出形式,可分为增量式、绝对式以及混合式三种,其中增量式的编码器应用最为常见。
增量式编码器是直接利用光电转换原理输出三组方波脉冲A、B和Z相;A、B两组脉冲相位差90。,从而可方便的判断出旋转方向,而Z相为每转一个脉冲,用于基准点定位。它的优点是原理构造简单,机械平均寿命可在几万小时以上,抗干扰能力强,可靠性高,适合于长距离传输。其缺点是无法输出轴转动的绝对位置信息。
下面,我们拿比较常用的旋转型增量型编码器来说明其工作原理
由一个中心有轴的光电码盘,其上有环形通、暗的刻线,有光电发射和接收器件读取,获得四组正弦波信号组合成A、B、C、D,每个正弦波相差90度相位差(相对于一个周波为360度),将C、D信号反向,叠加在A、B两相上,可增强稳定信号;另每转输出一个Z相脉冲以代表零位参考位。
由于A、B两相相差90度,可通过比较A相在前还是B相在前,以判别编码器的正转与反转,通过零位脉冲,可获得编码器的零位参考位。
编码器码盘的材料有玻璃、金属、塑料,玻璃码盘是在玻璃上沉积很薄的刻线,其热稳定性好,精度高,金属码盘直接以通和不通刻线,不易碎,但由于金属有一定的厚度,精度就有限制,其热稳定性就要比玻璃的差一个数量级,塑料码盘是经济型的,其成本低,但精度、热稳定性、寿命均要差一些。
分辨率―编码器以每旋转360度提供多少的通或暗刻线称为分辨率,也称解析分度、或直接称多少线,一般在每转分度5~10000线。
既然知道了ABZ脉冲信号的作用,那我们如何获得这些信号为我所用呢?继续。。。:
编码器的脉冲信号一般连接计数器、PLC、计算机,PLC和计算机连接的模块有低速模块与高速模块之分,开关频率有低有高。
如单相联接,用于单方向计数,单方向测速。
A.B两相联接,用于正反向计数、判断正反向和测速。
A、B、Z三相联接,用于带参考位修正的位置测量。
A、A-,B、B-,Z、Z-连接,由于带有对称负信号的连接,电流对于电缆贡献的电磁场为0,衰减最小,抗干扰最佳,可传输较远的距离。
对于TTL的带有对称负信号输出的编码器,信号传输距离可达150米。
对于HTL的带有对称负信号输出的编码器,信号传输距离可达300米。
增量式光电编码器的优点是:原理构造简单、易于实现;机械平均寿命长,可达到几万
小时以上;分辨率高;抗干扰能力较强,信号传输距离较长,可靠性较高。其缺点是它无法
直接读出转动轴的绝对位置信息。比如:
增量型编码器存在零点累计误差,抗干扰较差,接收设备的停机需断电记忆,开机应找零或参考位等问题,这些问题如选用绝对型编码器可以解决。
能耐着性子看到这一行,说明您真的是圈里人了。上干货!!!
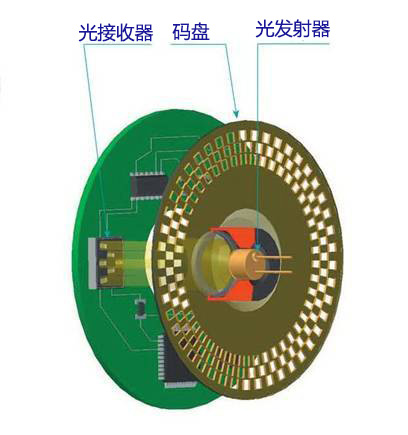
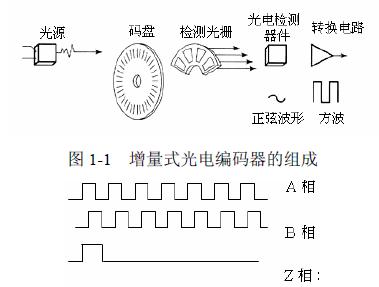
增量式光电编码器的特点是每产生一个输出脉冲信号就对应于一个增量位移,但是不能通过输出脉冲区别出在哪个位置上的增量。它能够产生与位移增量等值的脉冲信号,其作用是提供一种对连续位移量离散化或增量化以及位移变化(速度)的传感方法,它是相对于某个基准点的相对位置增量,不能够直接检测出轴的绝对位置信息。一般来说,增量式光电编码器输出A、B 两相互差90°电度角的脉冲信号(即所谓的两组正交输出信号),从而可方便地判断出旋转方向。同时还有用作参考零位的Z 相标志(指示)脉冲信号,码盘每旋转一周,只发出一个标志信号。标志脉冲通常用来指示机械位置或对积累量清零。增量式光电编码器主要由光源、码盘、检测光栅、光电检测器件和转换电路组成,如图所示。
码盘上刻有节距相等的辐射状透光缝隙,相邻两个透光缝隙之间代表一个增量周期;检测光栅上刻有A、B 两组与码盘相对应的透光缝隙,用以通过或阻挡光源和光电检测器件之间的光线。它们的节距和码盘上的节距相等,并且两组透光缝隙错开1/4 节距,使得光电检测器件输出的信号在相位上相差90°电度角。当码盘随着被测转轴转动时,检测光栅不动,光线透过码盘和检测光栅上的透过缝隙照射到光电检测器件上,光电检测器件就输出两组相位相差90°电度角的近似于正弦波的电信号,电信号经过转换电路的信号处理,可以得到被测轴的转角或速度信息。增量式光电编码器输出信号波形如图所示。
在增量式光电编码器的使用过程中,对于其技术规格通常会提出不同的要求,其中最关键的就是它的分辨率、精度、输出信号的稳定性、响应频率、信号输出形式。
(1)分辨率
光电编码器的分辨率是以编码器轴转动一周所产生的输出信号基本周期数来表示的,即脉冲数/转(PPR)。码盘上的透光缝隙的数目就等于编码器的分辨率,码盘上刻的缝隙越多,编码器的分辨率就越高。在工业电气传动中,根据不同的应用对象,可选择分辨率通常在500~6000PPR 的增量式光电编码器,最高可以达到几万PPR。交流伺服电机控制系统中通常选用分辨率为2500PPR 的编码器。此外对光电转换信号进行逻辑处理,可以得到2 倍频或4 倍频的脉冲信号,从而进一步提高分辨率。
(2)精度
增量式光电编码器的精度与分辨率完全无关,这是两个不同的概念。精度是一种度量在所选定的分辨率范围内,确定任一脉冲相对另一脉冲位置的能力。精度通常用角度、角分或角秒来表示。编码器的精度与码盘透光缝隙的加工质量、码盘的机械旋转情况的制造精度因素有关,也与安装技术有关。
(3)输出信号的稳定性
编码器输出信号的稳定性是指在实际运行条件下,保持规定精度的能力。影响编码器输出信号稳定性的主要因素是温度对电子器件造成的漂移、外界加于编码器的变形力以及光源特性的变化。由于受到温度和电源变化的影响,编码器的电子电路不能保持规定的输出特性,在设计和使用中都要给予充分考虑。
(4)响应频率
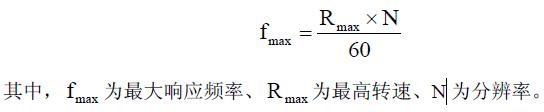
编码器输出的响应频率取决于光电检测器件、电子处理线路的响应速度。当编码器高速旋转时,如果其分辨率很高,那么编码器输出的信号频率将会很高。如果光电检测器件和电子线路元器件的工作速度与之不能相适应,就有可能使输出波形严重畸变,甚至产生丢失脉冲的现象。这样输出信号就不能准确反映轴的位置信息。所以,每一种编码器在其分辨率一定的情况下,它的最高转速也是一定的,即它的响应频率是受限制的。编码器的最大响应频
率、分辨率和最高转速之间的关系如公式所示。
(5)信号输出形式
在大多数情况下,直接从编码器的光电检测器件获取的信号电平较低,波形也不规则,还不能适应于控制、信号处理和远距离传输的要求。所以,在编码器内还必须将此信号放大、整形。经过处理的输出信号一般近似于正弦波或矩形波。由于矩形波输出信号容易进行数字处理,所以这种输出信号在定位控制中得到广泛的应用。采用正弦波输出信号时基本消除了定位停止时的振荡现象,并且容易通过电子内插方法,以较低的成本得到较高的分辨率。
增量式光电编码器的信号输出形式有:集电极开路输出(Open Collector)、电压输出
(Voltage Output)、线驱动输出(Line Driver)、互补型输出(Complemental Output)和推挽式输出(Totem Pole)。
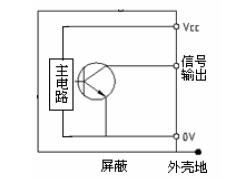
集电极开路输出这种输出方式通过使用编码器输出侧的NPN 晶体管,将晶体管的发射极引出端子连接至0V,断开集电极与+Vcc 的端子并把集电极作为输出端。在编码器供电电压和信号接受装置的电压不一致的情况下,建议使用这种类型的输出电路。输出电路如图所示。主要应用领域有电梯、纺织机械、注油机、自动化设备、切割机械、印刷机械、包装机械和针织机械等。
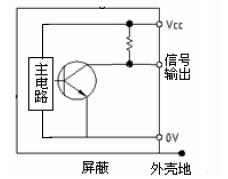
电压输出 这种输出方式通过使用编码器输出侧的 NPN 晶体管,将晶体管的发射极引出端子连接至0V,集电极端子与+Vcc 和负载电阻相连,并作为输出端。在编码器供电电压和信号接受装置的电压一致的情况下,建议使用这种类型的输出电路。输出电路如图所示。主要应用领域有电梯、纺织机械、注油机、自动化设备、切割机械、印刷机械、包装机械和针织机械等。
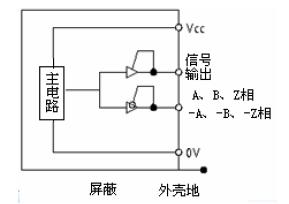
线驱动输出这种输出方式将线驱动专用IC 芯片(26LS31)用于编码器输出电路,由于它具有高速响应和良好的抗噪声性能,使得线驱动输出适宜长距离传输。输出电路如图所示。主要应用领域有伺服电机、机器人、数控加工机械等。
互补型输出这种输出方式由上下两个分别为PNP 型和NPN 型的三极管组成,当其中一个三极管导通时,另外一个三极管则关断。这种输出形式具有高输入阻抗和低输出阻抗,因此在低阻抗情况下它也可以提供大范围的电源。由于输入、输出信号相位相同且频率范围宽,因此它适合长距离传输。输出电路如图所示。主要应用于电梯领域或专用领域。
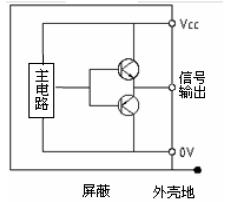
推挽式输出这种输出方式由上下两个 NPN 型的三极管组成,当其中一个三极管导通时,另外一个三极管则关断。电流通过输出侧的两个晶体管向两个方向流入,并始终输出电流。因此它阻抗低,而且不太受噪声和变形波的影响。输出电路如图所示。主要应用领域有电梯、纺织机械、注油机、自动化设备、切割机械、印刷机械、包装机械和针织机械等。

增补:Z信号对于PLC的连接应用:
大部分的PLC接收设备只写了接收A/B信号,而没有接收Z信号的口,很多人不熟悉这个Z怎么用。实际上Z信号可以进PLC普通开关输入点,因为每圈只有一个,它的开关频率较低,普通开关点就可以接收。Z信号是增量编码器上除了A,B信号以外,另外的一个信号,每转就一个,脉冲宽度相当于A/B相信号的脉冲宽度,或1/4宽度(各厂家有不同的),有规定其上升沿对齐A相一个脉冲周期的哪个位置。这样,Z信号在一个转圈内位置是“唯一绝对”的零位,通过读取Z信号,可以在一个转圈内修正增量信号因丢脉冲而产生的计数误差,如果是很多圈工作,可以在每圈作为参考信号修正。
这种方法在光栅尺与角度编码器中更加重要,在光栅尺和角度编码器上,这种信号叫参考信号“R”(有的为I),光栅尺有每隔一段位置一个R信号,而角度编码器是每隔几十度一个R信号(如20度),每隔一段距离(角度)的位置就可以修正参考。
例如A/B的脉冲数是1000线,4倍频以后每圈的计数是4000一个周期的出现1个Z,而如果是4002或3998的再出现Z,那多出来或少了的2就可以判别修正了。
但是,另一方面Z信号也是有可能出错的,而一旦出错带来的判断那就是错的很大了,所以它也只是“参考信号”,真正要解决增量信号干扰及计数出错,还是要用绝对值编码器作为更为可靠的“参考信号“。












 咨询PLC培训请
咨询PLC培训请{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}