A、控制系统的分类
1、按系统的结构形式分类
1.1、开环控制系统
控制量与输出量之间仅有前向通路而无反馈通路(即输出量不能对控制量产生影响)。

主要特点:
输出不影响输入,对输出不需要测量,通常容易实现
组成系统的元部件精度高,系统的精度才能高
系统的稳定性不是主要问题
控制方式:
按给定值操纵。信号由给定值至输出量单向传递。一定的给定值对应一定的输出量。系统的控制精度取决于系统事先的调整精度。
优、缺点:
优点:系统信息传递没有形成闭合回路,被控量不对控制作用产生影响所以,结构相对较简单、维护容易、成本低、不存在稳定性问题。
缺点:对元器件要求较高、抗干扰能力差,无法自动补偿系统干扰对被控量带来的影响。
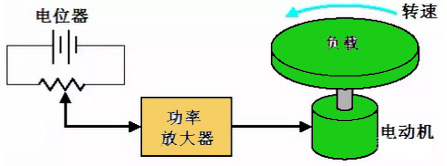
实例:直流电动机转速的开放系统
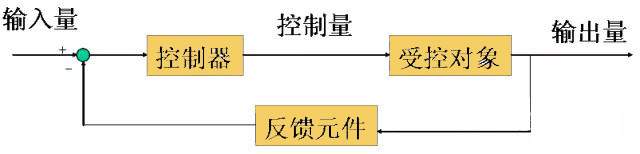
1.2、闭环控制系统
指系统的信息传递形成闭合回路。也称反馈控制系统。
主要特点:
输出影响输入,所以能削弱或抑制干扰
低精度元件可组成高精度系统
因为可能发生超调,振荡,所以稳定性很重要
控制方式:
反馈控制,反馈按反馈极性的不同分成两种形式:正反馈,负反馈。我们所讲述的反馈系统如果无特殊说明,一般都指负反馈。
优、缺点:
优点:系统的输出(被控量)经反馈通道形成反馈信号,回送到输入端和给定信号生成偏差信号,影响控制作用。因此控制精度受环节的转换精度较小。
缺点:由于干扰对系统输出的影响需经一定时间才能逐渐反应出来,控制作用对干扰作用有时间滞后。控制过程可能产生振荡。结构复杂、维护不易、可能存在稳定性问题。
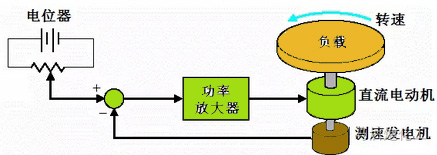
实例:带速度反馈的直流电动机的闭环控制系统
1.3、复合控制系统
指把按偏差控制和按扰动控制相结合的控制系统。
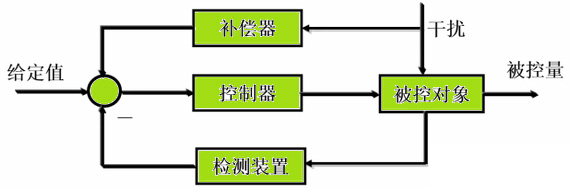
主要特点:
能够抑止强干扰;结构复杂
控制方式:
采用反馈控制(按偏差控制)和开环控制(按扰动控制)两种控制形式。
2、按给定值的变化形式分类
2.1、定值控制系统
也称恒值控制系统,输出量以一定的精度等于给定值,而给定值一般不变化或变化很缓慢,扰动可随时变化的系统称为恒值系统。

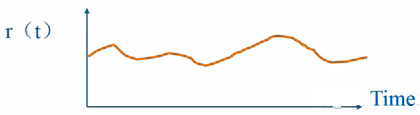
2.2、随动控制系统
输出量能以一定精度跟随给定值变化的系统称随动系统,又称为跟踪系统。这类系统的特点是系统的给定值变化规律完全取决于事先不能确定的时间函数。
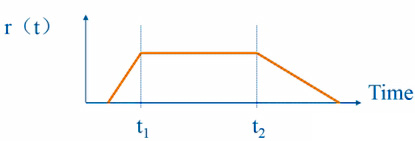
2.3、程序控制系统
自动控制系统的被控制量如果是根据预先编好的程序进行控制的系统称程序控制系。
B、按系统信号流的形成分类
1、连续控制系统
系统中个部分的信号都是时间变量的连续函数。连续系统的运动状态或特性用微分方程描述。用模拟式仪表实现自动化的过程控制系统均属此类系统。
2、离散控制系统
系统某处或多处的信号为时间上离散的脉冲序列或数码形式时,该系统为离散控制系统。离散控制系统用差分方程描述。

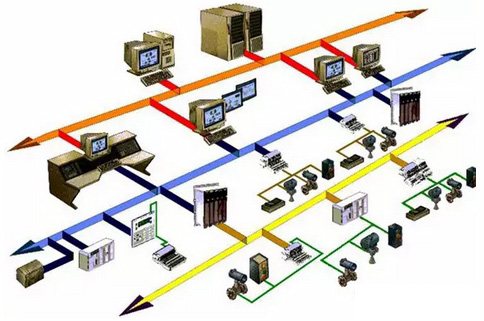
C、DCS控制系统
DCS是分布式控制系统的英文缩写(Distributed Control System),在国内自控领域又称为集散控制系统。
DCS是计算机技术、控制技术和网络技术高度结合的产物,是目前最先进、最合理的过程控制系统,可以适应各种过程控制的要求,可对生产过程进行集中监视、操作、管理和分散控制的一种全新的分布式计算机控制系统。它的过程控制点分散,系统具有很高的可靠性。它通过集中的操作和监控,DCS具有方便的操作和维护性能。
“分散控制,集中管理”是主要特点。
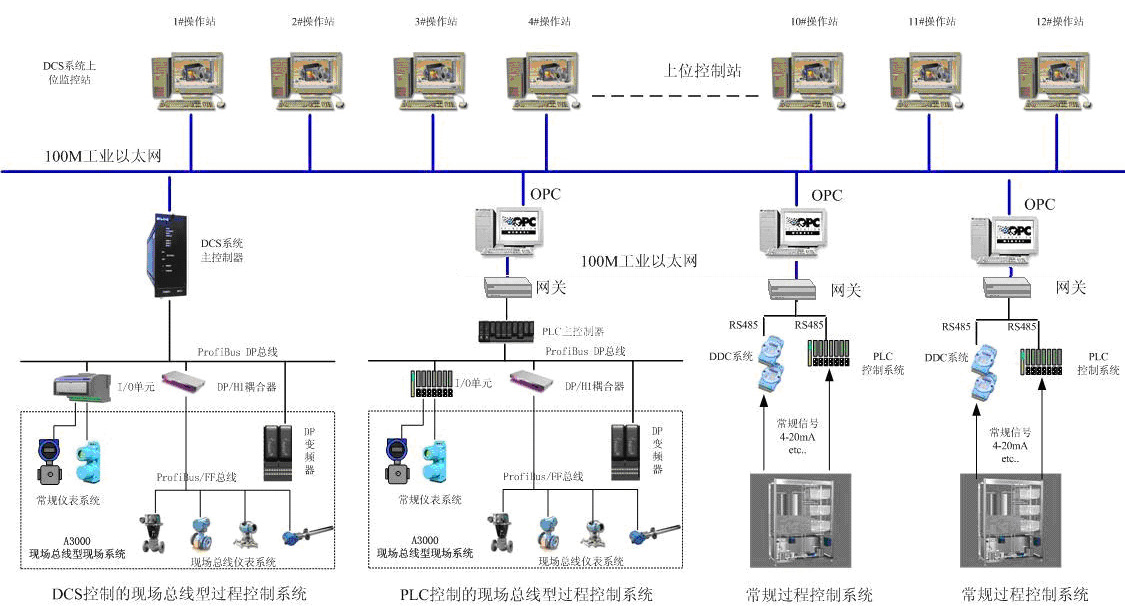
从结构上来说,DCS由:过程级、操作级和管理级三部分组成。
过程级主要由过程控制站、I/O单元和现场仪表组成,是系统控制功能的主要实施部分。
操作级包括:操作员站和工程师站,完成系统的操作和组态。
管理级主要是指工厂管理信息系统(MIS系统),作为DCS更高层次的应用,目前国内纸行业应用到这一层的系统较少。
D、DCS控制系统的组成
1、DCS控制系统的硬件系统
1.1、现场控制站
又称数据采集装置,主要是将过程非控变量进行数据采集和预处理,而且对实时数据进一步加工处理,供CRT操作站显示和打印,从而实现开环监视,并将采集到的数据传输到监控计算机。输出装置在有上位机的情况下,能以开关量或者模拟量信号的方式,向终端元件输出计算机控制命令。

功能
1. 过程数据采集,进行数据转换与处理
2. 对生产过程进行监测与控制
3. 现场设备与I/O卡件的自诊断
4. 与集中操作监控级进行数据通信
1.2、I/O卡件
I/O卡件类型模拟量输入卡(AI):将来自在线检测仪表和变送器的连续性模拟 电信号 (4~20mA,0~10V, 热电偶mV,RTD等)转换成数字信号,送给CPU进行处理。
模拟量输出卡(AO):一般将计算机输 出 的数字信号转换为4~20mADC( 或 1~5VDC) 的连续直流信号,用于控制各种执行机构。
开关量输入卡(DI)主要用来采集各种 限位开关、继电器或电磁阀连动触点的开、关状态,并输入至计算机。
开关量输出通道(DO):主要用于控制电磁阀、继电器、指示灯、声光报警器等只具有开、关两种状态的设备。
脉冲输入通道(PI):将现场仪表(如涡轮流量计、转速等)输出的为脉冲 信号处理后送入计算机。
串行通讯卡:与其它系统及设备间的通讯。
1.3、操作站
运行在PC硬件平台、NT操作系统下的通用操作站的出现,给DCS用户带来了许多方便。由于通用操作站的适用面广,相对生产量大,成本下降,因而可以节省用户的经费,维护费用也比较少。
1.4、中央控制室

操作员站(OPS)的功能
1. 显示生产总貌和系统主要参数,显 示每个回路的详细控制情况,显示 当前和历史数据、曲线等。
2. 通过键盘发出操作指令,调整参数、控制外设。
3. 自诊断、报警功能。
1.5、工程师站(EWS)的功能
1. 组态功能:工程师站的最主要功能是对DCS进行离线的配置(硬件)和组 态工作(软件)。
2. 监督功能:与操作员站不同,工程师站必须对DCS本身的运行状态进行监视,包括各个现场I/O控制站的运行状态、各操作员站的运行情况、网络通信情况等等。
2、DCS控制系统的软件系统
DCS控制系统的软件系统包括DCS工程师站软件和DCS操作员站软件。
2.1、DCS工程师站软件组成
>系统硬件配置定义软件:包括系统中各类站的数量、每个站的网络参数、各个现场I/O站的I/O 量配置(如各种I/O模块的数量、是否冗余、与主控单元的连接方式等)及各个站的功能定义等。
>实时数据库的定义软件:包括现场物理I/O 点的定义(该点对应的物理I/O 位置、工程量转换的参 数、对该点所进行的数字滤波、不良点剔除及死区等处理)以及中间变量点的定义。
>历史数据库的定义软件:包括要进入历史数据库的实时数据、历史数据存储的周期、各个数据在历史数据库中保存的时间及对历史库进行转储(即将数据转存到磁带、光盘等可移动介质上)的周期等。
>控制算法的定义软件:其中包括确定控制目标、控制方法、控制周期及定义与控制相关的控制变量、控制参数等。
>人机界面的定义软件:包括操作功能定义(操作员可以进行哪些操作、如何进行操作等)。
>现场模拟图的显示定义:(包括背景画面和实时刷新的动态数据)及各类运行数据的显示定义等。
>报警定义软件:包括报警产生的条件定义、报警方式的定义、报警处理的定义(如对报警信息的保存、报警的确认、报警的清除等操作)及报警列表的种类与尺寸定义等。
2.2、第DCS操作站软件功能
图形处理软件,该软件根据由组态软件生成的图形文件进行静态画面的显示和动态数据的显示及按周期进行数据更新。
历史数据和实时数据的趋势曲线显示软件。
报警信息的显示、事件信息的显示、记录与处理软件。
历史数据的记录与存储、转储及存档软件。
系统运行日志的形成、显示、打印和存储记录软件。
3、DCS与PLC控制系统比较
DCS是一种“分散式控制系统”,硬件上包括现场控制器、操作员站计算机、工程师站计算机,以及联系他们的网络系统;DCS软件上是一个整体方案,解决的是一个系统的所有技术问题,系统各部分之间结合严密。
PLC是一个装置,硬件上等同于DCS中的现场控制器;软件上是一个局部方案,站与站之间组织松散。
DCS与PLC的区分概括:一是DCS是分布式控制,拥有全局数据库;二是PLC是顺序扫描机制,DCS是以时间为基准的控制。
DCS实现顺序连锁功能相对于PLC来讲是弱势,且逻辑执行速度不如PLC, 也不如PLC编程方便。
DCS的现场控制站层‘通常采用集中式控制,尽管支持远程分布式I/O, 但由于成本原因,很少采用。而PLC基于现场总线的远程分布式I/O更灵活易用,能有效的节省接线成本。












 咨询PLC培训请
咨询PLC培训请